

희생양극법 소개
HOME > 전기방식소개 > 희생양극법 소개
전기방식의 종류
| Element | 희생양극식 (Secrificial anode system) | 외부전원식 (Impressed current system) |
|---|---|---|
| 양극 종류 | Mg Anode, Al Anode, Zn Anode 등 | H.S.C.I Anode, M.M.O Anode 등 |
| 시공법 | - | Deep Well Bed, Shallow Bed |
| 장점 |
|
|
| 단점 |
|
|
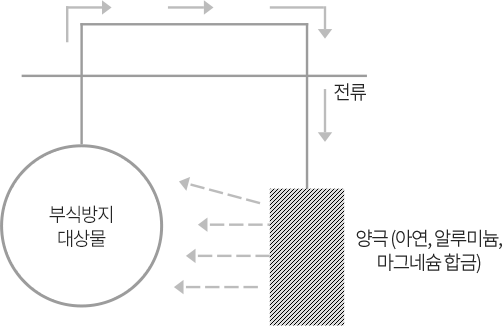
희생양극식
피방식체에 저 전위의 금속을 직접 또는 도선으로 연결하여 양 금속간에 발생하는 전기화학반응으로 인하여 저 전위 전극에서
금속의 이온으로 용출되어 전류가 발생, 이 전류를 이용하여 저 전위 금속은 피방식체 대신 희생적으로 소모되어 부식을 방지합니다.



희생양극식 시공절차




피방식체에 저 전위의 금속을 직접 또는 도선으로 연결하여 양 금속간에 발생하는 전기화학반응으로 인하여 저 전위 전극에서
금속의 이온으로 용출되어 전류가 발생, 이 전류를 이용하여 저 전위 금속은 피방식체 대신 희생적으로 소모되어 부식을 방지합니다.
1. CAD WELDING
- 먼저 CAD WELDING할 전선과 피용접체(지하 구조물)를 파악하여 WELDING POWDER의 크기에 맞는 MOLD의 크기를 결정한다.
- 용접할 부분을 결정하고 그 부분의 도장을 사방 5cm 정도 제거한 후 WHITE METAL이 되게 SAND PAPER 또는 기타 공구로 처리한다.
- 전선의 피복을 약 25mm 정도 제거한다.
- 표면에 습기가 있으면 용접이 잘 되지 않기 때문에 torch로 가열하여 습기를 제거한다.
- 가열도중 발생하는 녹을 다시 제거한다.
- 전선을 정확한 위치에 놓는다.
- MOULD를 설치하고 DISK와 WELDING POWDER, IGNITION POWDER를 투입한다.
- IGNITION POWDER에 점화한다.(불꽃이 나면서 용접이 된다)
-
MOULD를 분리하고 용접상태를 육안으로 확인하여 양호하면 1파운드 함마로 가볍게 4-5회 타격한다.
이때 용접부가 이동되면 불량으로 판단하여, 양호할 때까지 상기 공정을 다시 반복한다.
2. Mg-ANODE
- U/G PIPE LINE에 전기방식 공사를 적용하기 전에 지하배관 설치가 선행되어야 한다.
- Mg-ANODE를 일정 간격을 유지하여 배열한다.
- MAIN CABLE과 Mg-ANODE LEAD CABLE을 SPLICE KIT을 이용하여 연결한다.
- MAIN CABLE은 TEXT BOX에서 (-)CABLE과 결선된다.
3. 전위측정 절차
-
자연전위측정
- 기록보관 - -
방식전위측정
- 기록보관 -
4. 측정 방법
전위 측정은 전위 측정계기와 기준전극으로 시행하며 다음과 같이 접속 측정한다.
- REF.ELECTRODE의 LEAD CABLE을 계기의 (-)단자에 접속
- PIPE의 측정용 LEAD CABLE을 계기의 (+)단자에 접속
- 기준전극을 PIPE 직상 대지 표층에 접촉
5. 방식전위 범위
방식전위 기준은 (-)0.85V 이하 (숫자는 커짐)로 되어 있으며 최저, 최고 값의 한계범위는 다음과 같다.
최저값 : (-)850[mV] 이하 / 최고값 : (-)2,500[mV]